








































Торцовочные пилы JET
| Модель | Фото | Цена (грн.) | |||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| JSMS-8L |

|
13818 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочно-усовочная пила Jet JSMS-8L
Арт.: 10000831M





13818 грн.
Добавить в корзину
JET JSMS-8L характеризуется наличием протяжного механизма, который обеспечивает большую длину пропила обрабатываемой заготовки. Торцовочная пила комплектуется двигателем в 1,5 кВт, который обеспечивает вращение пильного диска в 216 мм (посадочное 30 мм) со скоростью 5000 об/мин. Пильный узел JET JSMS-8L может наклоняться под углом 0-45°, а рабочий стол -45°-0+45°. Таким образом, JET JSMS-8L обеспечивает следующие параметры пропила под углом 90° и 45° - 62 мм и 30 мм. Ширина распила при 90° и 45° - 305 мм и 215 мм. Необходимо обратить внимание, что рабочий стол JET JSMS-8L комплектуется боковым упором с линейкой, также основные углы фиксируются при повороте рабочего стола. Для работы с заготовками большого размера стол JET JSMS-8L оборудована боковыми расширителями, а также прижимным механизмом, что позволяет обрабатывать заготовку от 480 до 685 мм. Среди преимуществ JET JSMS-8L необходимо отметить функцию ограничения глубины пропила, лазерный указатель реза, быстрое торможение диска после отключения пилы, а также механизм блокировки вала для быстрой замены диска. Габариты JET JSMS-8L - 480х820х560 мм, вес 16,8 кг. Диаметр штуцера подключения к аспирационной системе 57 мм. Комплектация:
- Пильный диск Z40
- Расширители рабочего стола
- Концевой упор
- Прижим заготовки
- Лазерный указатель линии реза
- Мешок для сбора пыли Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JSMS-10L |

|
14896 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочно-усовочная пила Jet JSMS-10L
Арт.: 10000826M



14896 грн.
Добавить в корзину
JET JSMS-10L торцовочная пила с протяжным механизмом. Среди преимуществ JET JSMS-10L необходимо отметить функцию ограничения глубины пропила, лазерный указатель реза, быстрое торможение диска после отключения пилы, а также механизм блокировки вала для быстрой замены диска. Она комплектуется мощным двигателем в 1,5 кВт, который обеспечивает вращение пильного диска, диаметром 254 мм (посадочное отверстие 30 мм) со скоростью 4500 об/мин. JET JSMS-10L имеет возможность наклона пильного диска под углом 0-45°, а также поворот рабочего стола в диапазоне -45°-0+45°. Данные технические возможности обеспечивают следующие возможности по обработке заготовки: глубина пропила под углом 90° и 45° - 90 мм и 42 мм, ширина распила при 90° и 45° - 305 мм и 215 мм. Для работы с заготовками большого размера стол JET JSMS-10L оборудована боковыми расширителями, а также прижимным механизмом, что позволяет обрабатывать заготовку от 500 до 1100 мм. Рабочий стол JET JSMS-10L выполнен из алюминия и комплектуется боковым упором с линейкой, также основные углы фиксируются при повороте рабочего стола. Габариты JET JSMS-10L - 500х1090х680 мм, вес 18 кг. Диаметр штуцера подключения к аспирационной системе 40 мм. Комплектация:
- Пильный диск Z40
- Расширители рабочего стола
- Концевой упор
- Прижим заготовки
- Лазерный указатель линии реза
- Мешок для сбора пыли Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JMS-12SB |

|
16856 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочная пила Jet JMS-12SB
Арт.: 10000271M





16856 грн.
Добавить в корзину
JMS -12SB — инновационная модель торцовочной пилы с мощным двигателем (1,8 кВт) и пильным диском диаметром 305 мм, который вращается со скоростью 3800 об/мин. Такие характеристики торцовки позволяют осуществлять резы в материале шириной 198 мм и глубиной 98 мм. Традиционная конструкция пилы, без использования скользящих направляющих для продольной подачи, обеспечивает надежное крепление пильной части. Благодаря этому станок компактен и удобен для установки в мастерских с ограниченным пространством или для работы на выезде.
Диапазон регулировки угла наклона пильной части растянут на три градуса в обе стороны: до 48° в одну и до -3° от вертикали в другую. Жесткие упоры при 0° и 45° облегчают быстрое переключение между этими значениями благодаря блокировочному штифту. Пильная часть также может поворачиваться на угол до 48° в обе стороны, и выбранный угол фиксируется с помощью винтового зажима или пружинного стопора с предустановленными значениями (0, 15, 22.5, 31.6, 45 и 48°), который легко снимается при нажатии на «язычок» над ручкой.
Станок оснащен съемным винтовым прижимом заготовки, аспирационным патрубком диаметром 32 мм и пылесборным мешком для удобства работы.
Комплектация:
- Пильный диск Z48
- Прижим заготовки
- Мешок для сбора пыли Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JSMS-10LA |

|
17787 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочно-усовочная пила Jet JSMS-10LA
Арт.: 10000294M




17787 грн.
Добавить в корзину
JSMS-10LA – это современная торцовочно-усовочная пила любительского уровня, сочетающая в себе стильный дизайн и обширные функциональные возможности. Её предназначение распиливать детали шириной до 305 мм и глубиной до 89 мм, такие как: наличники, плинтусы, багеты, стеновые и потолочные панели, а также различные заготовки для столярных и плотничных работ. С этими задачами ей помогает справиться мотор мощностью 1500Вт, который вращает пильный диск диаметром 254 мм и посадочным отверстием 30 мм со скоростью 4500 об/мин.
Одной из особенностей данной модели является расширенный диапазон угла поворота "головы" станка, достигающий 52° влево и 60° вправо. Этот параметр обычно ограничен половиной прямого угла, что делает JSMS-10LA исключительно гибкой в использовании. Механизм регулировки оборудован фиксаторами двух типов: винтовым с вращающимся набалдашником для произвольных углов и жестким с кнопкой разблокировки для предустановленных значений, которые чаще всего используются при эксплуатации (-45°, -33.6°, -22.5°, -15°, 0°, 15°, 22.5°, 31.6°, 45° и 60°).
Часть рабочего стола, который выполнен из алюминиевого литья, выступает вперед и оснащена рукояткой поворота, а также дополнительной регулируемой опорой для обеспечения устойчивости станка. Стационарная часть стола имеет отверстия для крепления к верстаку, выдвижные расширения с откидными ограничителями заготовок, и винтовой прижим, устанавливаемый слева или справа от диска.
Основной упор заготовки оборудован регулируемой верхней секцией. Ширина рабочего стола 560 мм, а с выдвижными расширениями достигает 835 мм.
Система направляющих для продольного хода пильной части позволяет не только торцевать заготовки, но и создавать глухие пазы в массиве дерева. Глубину паза регулирует специальный винтовой упор. Для удобства хранения и транспортировки подвижную часть можно фиксировать в нижнем положении с помощью подпружиненного штифта. Аналогичный фиксатор предусмотрен и для шпинделя, что облегчает замену диска с использованием одного ключа (который можно хранить на специальном кронштейне на корпусе).
Световой модуль для подсветки зоны реза с возможностью включения или выключения управляется отдельной кнопкой.
Диаметр вытяжного патрубка 38 мм. Габариты торцовки 980х470х1120 мм, вес 34 кг.
Комплектация:
- Пильный диск Z40
- Расширители рабочего стола с концевыми упорами
- Прижим заготовки
- Мешок для сбора пыли
Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JSMS-12L |

|
20286 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочно-усовочная пила Jet JSMS-12L
Арт.: 10000836M



20286 грн.
Добавить в корзину
Торцовочная пила JET JSMS-12L отличается наличием мощного двигателя и большим пильным диском, который, вместе с наличием протяжного механизма, значительно расширяет функционал пилы. При мощности двигателя в 1,8 кВт пильный диск размером в 305 мм и посадочным отверстием 30 мм вращается со скоростью 3800 об/мин. Дополнительными преимуществами пилы является наличие лазерного указателя линии пропила, блокировка вала для легкой замены диска, регулировка глубины пропила. JET JSMS-12L имеет следующие технические характеристики обработки заготовки: глубина пропила под углом 90° и 45° - 105 мм и 50 мм, ширина пропила при 90° и 45° - 305 мм и 215 мм. Пильный диск имеет функцию наклона от 0 до 45° и поворота рабочего стола в диапазоне -45°-0+45°. Рабочий стол выполнен из алюминия. На нем расположен упор, градусная шкала поворота стола, а также боковые расширителя стола. С помощью боковых расширителей размер обрабатываемой заготовки также увеличивается от 540 до 730 мм. Габариты JET JSMS-12L - 750х1100х700 мм, вес 22,5 кг. Диаметр штуцера подключения к аспирационной системе 40 мм. Комплектация:
- Пильный диск Z48
- Расширители рабочего стола с концевыми упорами
- Прижим заготовки
- Лазерный указатель линии реза
- Мешок для сбора пыли Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JWMS-12X |

|
21462 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочно-усовочная пила Jet JWMS-12X
Арт.: 707212M





21462 грн.
Добавить в корзину
Торцовочно-усовочная пила Jet JWMS-12X - это 25-ти килограммовое устройство, которое можно назвать карманным, обладает фантастическим функционалом. Питается от бытовой сети переменного тока напряжением 230 вольт, потребляя 1,8 квт. Работает с большим (305мм) диском, имея симметричный механизм наклона, который позволяет делать скосы до 45 градусов в обе стороны. Пила выполняет 30-ти градусный острый скол с опорой заготовки на длинную сторону, а не на торец. Специалисты могут по достоинству оценить эту уникальную и очень востребованную функцию. Управлять станком очень комфортно благодаря ручкам управления, вынесенным на переднюю сторону. Установка глубины погружения диска осуществляется винтом с эргономичной головкой, исключающей применение дополнительного инструмента.
Комплектация:
- Пильный диск Z48
- Расширители рабочего стола с концевыми упорами
- Прижим заготовки
- Ступенчатый адаптер для подключения к системе аспирации 40-60 мм
- Мешок для сбора пыли Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JMS-8L |

|
Нет в наличии |
|||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочная пила Jet JMS-8L
Арт.: 10000819M


5390 грн.
Модель JET JMS-8L предназначена для домашнего индивидуального использования. Торцовка комплектуется щеточным двигателем в 1200 Вт, достаточной мощностью, чтобы обеспечить обороты в 4500 об/мин. JET JMS-8L комплектуется диском 210 мм с посадочным диаметром на 16 мм. Для обеспечения точного пропила JET JMS-8L оснащена лазерным указателем реза. Рабочий стол выполнен из алюминия, он легкий и надежный с возможностью поворота в обе стороны на 46°/46°. Пильный диск JET JMS-8L имеет возможность наклона вправо под углом 45°. Торцовка может работать с заготовками до 730 мм. Пильный диск обеспечивает пропил под углом 90° в 60 мм, под 45° в 25 мм. Ширина реза под 90° в 120 мм, под углом 45° - 80 мм. Для безопасности оператора пильный диск JET JMS-8L защищен прозрачным защитным кожухом. В целях обеспечения комфортной работы станок также комплектуется пылесборником. Габариты JET JMS-8L 427х373х340 мм. Вес 9,5 кг. Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
| JMS-10 |

|
Нет в наличии |
|||||||||||||||||||||||||||||||||||||||||||||||||
Торцовочная пила Jet JMS-10
Арт.: 10000820M
0 грн.
Торцовочная пила JET JMS-10 не имеет функции протяжки и предназначена для точного торцевания заготовок. Для выполнения этих задач торцовочная пила JET JMS-10 имеет функцию наклона влево под углом 45° и поворот рабочего стола как влево, так и вправо под 45°. Мощный двигатель в 1400 Вт обеспечивает вращение пильного диска со скоростью в 4500 об/мин. Диск диаметром 254 мм и посадочным отверстием в 30 мм обеспечивает следующие характеристики пропила заготовки: глубина пропила под 90° - 75 мм, под 45° - 45 мм. Ширина пропила под углом 90 – 135 мм, под 45° - 90 мм. Для обеспечения точного пропила на JET JMS-10 предусмотрен лазерный указатель реза. Рабочий стол оборудован расширителями, которые позволяют обрабатывать заготовку от 400 до 750 мм. JET JMS-10 может подключатся к аспирационной системе, диаметр штуцера 40 мм. К станку предусмотрен и пылесборник. Вал на торцовке имеет функцию блокировки. Габариты JET JMS-10 - 435x450x470, вес 17 кг. Аксессуары к товарам |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
Натисніть для отримання додаткової інформації
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
Особенности регулировки и настройки торцовочных пил
Компания JET предлагает широкий выбор торцовочных пил как для бытового, так и профессионального использования.
Среди профессиональных торцовок хотелось бы выделить пилу JMS-10S с протяжкой. Для бытового применения предлагаются пилы JMS-8L, JMS-10, JSMS-8L, JSMS-10L.
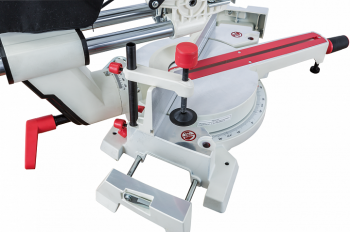
JET JMS-10S
Торцовочная пила JET JMS-10S с протяжным механизмом оснащена асинхронным двигателем.
 Эта модель отличается очень низким шумом при работе и полным отсутствием вибрации. Магнитный тормоз JET JMS-10S остановит диск менее чем за 10 сек. Кроме этого, в целях безопасности диск защищен металлическим кожухом, который не откидывается автоматически при наклоне диска, а только при нажатии специальной клавиши на ручке JET JMS-10S. Поэтому даже при случайном нажатии кнопки пуска вы не повредите заготовку. Также хотим обратить ваше внимание, что на JET JMS-10S установлен простой пружинный маятник, который оптимизирует приложенные усилия и исключает поломки механизма. Оптимально выполнена эргономика. Хотя JET JMS-10S выглядит и массивно, но работать на ней значительно легче, чем на любом другом аналогичном оборудовании.
Эта модель отличается очень низким шумом при работе и полным отсутствием вибрации. Магнитный тормоз JET JMS-10S остановит диск менее чем за 10 сек. Кроме этого, в целях безопасности диск защищен металлическим кожухом, который не откидывается автоматически при наклоне диска, а только при нажатии специальной клавиши на ручке JET JMS-10S. Поэтому даже при случайном нажатии кнопки пуска вы не повредите заготовку. Также хотим обратить ваше внимание, что на JET JMS-10S установлен простой пружинный маятник, который оптимизирует приложенные усилия и исключает поломки механизма. Оптимально выполнена эргономика. Хотя JET JMS-10S выглядит и массивно, но работать на ней значительно легче, чем на любом другом аналогичном оборудовании.
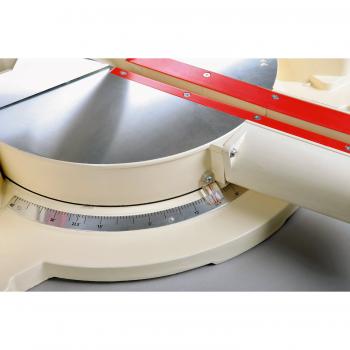
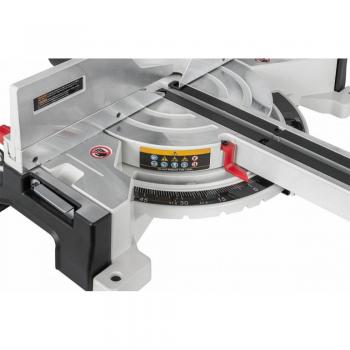
Дополнительной особенностью данной пилы является механизм фиксации поворота стола.
 Специальные пазы, предусмотренные в основании стола JET JMS-10S, исключат минимальный люфт при осуществлении очень точного пропила. Эта особенность конструкции присутствует, в большинстве случаев, только на профессиональном оборудовании.
Специальные пазы, предусмотренные в основании стола JET JMS-10S, исключат минимальный люфт при осуществлении очень точного пропила. Эта особенность конструкции присутствует, в большинстве случаев, только на профессиональном оборудовании.
Другие торцовки JET для бытового применения также отличаются высокими техническими характеристиками, однако имеют некоторые конструктивные отличия.
Далее предлагаем вам ознакомится с возможными вариантами подготовки к работе и настройки торцовочных пил, которые можно провести в домашних условиях. Приведенные рекомендации предназначены для тех, кто самостоятельно собирает станки по деревообработке и интересуется опытом других специалистов.
Слишком сильная возвратная пружина в торцовке. Так как прилагаемое усилие должно быть направлено исключительно в нужную точку пилы – на несущую штангу, то слишком сильна пружина будет способствовать чрезмерному давлению руки на рукоятку. В силу физиологии пила будет немного уходить в сторону от чрезмерного усилия, что со временем приведет к ее деформации, какая бы жесткая она не была. В этом случае будет страдать точность пропила. Поэтому прикладывайте усилия правильно.
Отсутствие плоскости в боковом упоре. Упор может сходится под разными углами к центру, может быть разным по высоте и т.д. Данная проблема при пропиле деталей с разных сторон приведет к разным результатам, что негативно повлияет на точность. Специалисты предлагают следующее решение. Снимите упор. Используйте гетинакс, он гладкий и не боится царапин. Для того, чтобы вывести идеально ровную плоскость на любой поверхности достаточно два условия – эталонная ровная база и кусок ровного тонкого гетинакса.
Выкройки из гетинакса должны быть немного больше тех деталей, которые мы планируем выровнять. Далее гетинакс кладем на ровную базовую поверхность, зачищаем плоскость упора, которую нужно выровнять, смазываем ее эпоксидкой и накладываем на гетинакс. Ждем высыхания эпоксидки и получаем настолько ровную поверхность упора с гетинаксом, насколько была ровной базовая поверхность.
Точность пиления. Запускаем диск и смотрим, не восьмерит ли он. Если диск восьмерит, то здесь несколько причин. На дешевые пилы обычно ставят дешевые диски. При смене дешевого диска на качественный вы сразу можете получить точный пропил.
Но бывают такие проблемы, как, например, неровная посадка, неровный фланец. Для того, чтобы выявить кривой элемент, нам понадобится любой маркер или фломастер. Пилу отключаем от сети, защиту поднимаем. Прикладывает маркер к диску возле стационарного верхнего кожуха, начинаем прокручивать диск и смотрим где он оставит следы. При включении пилы этот метод не сработает!
Далее мы блокируем шпиндель и ослабляем диск. Диск проворачиваем на 180 градусов и снова зажимаем его. Берем маркер другого цвета и проделываем туже процедуру. Смотрим на то, где расположены полукольца от маркера. Если они расположены на одной части диска, то это означает, что диск кривой и просто меняем его. Если же на разных частях диска - значит причина во фланце.
Необходимо убедится, что на посадку фланца не повлиял мусор при сборке. Очистим посадочное место и снова соберем и проверим диск. Если проблема все-таки с фланцем, тогда необходимо провести определенные действия.
Снимаем диск и фланец, включаем пилу в сеть. Берем простой карандаш и приставляем его к посадочному месту фланца. Желательно не использовать металлические предметы, они могут повредить посадочному месту фланца. Включаем пилу. Касание карандашом необходимо, чтобы почувствовать возможное биение посадочного места. Обычно биение отсутствует. Далее фланец ставим на место, на него накладываем втулку подходящего диаметра и фиксируем болтом. Снова включаем пилу и смотрим наличие биения. Если оно есть, значит фланец нужно проточить.
Для этого нам понадобится обычная пилочка для ногтей и деревянный брусок. Брусок закрепляем как опору за фланцем и включаем пилу. Острием пилочку упираем в брусок и начинаем прогибать ее к вращающемуся фланцу. Необходимо следить, чтобы пилочка снимала поверхность фланца понемногу. Происходит шлифовка. Начинать шлифовку необходимо от центра к периферии. Эта задача долгая, но она работает в 100 процентах случаев.
Несовпадение углов при пропиле. Эта проблема может проявляться в двух вариантах. Один – когда все углы уходят в одну сторону, с какой стороны мы бы не пилили. Другой – когда с одной стороны угол соответствует, а с другой нет.
Если углы уходят в одну сторону, то вся регулировка заключается в правильной установке бокового упора.
В другом случае кроется серьезная проблема. Она заключается в том, что в основании самой плиты неправильно сделано центральное отверстие. Это значит, что центральная ось вращения находится со смещением относительно геометрического центра стола.
Решается этот вопрос переходными втулками. Снимаем верхнюю поворотную плиту стола. Первое – увеличиваем центральное отверстие, далее в него запрессовываем алюминиевый или дюралевый цилиндр. Далее мы делаем специальный кондуктор – это накладная деталь, на которой мы относительно наружного периметра шкалы ищем новый центр, тот центр, который и будет являться правильным. Далее сверлим отверстие в кондукторе и через это отверстие в кондукторе сверлим новое отверстие в запрессованной втулке. После этого мы получаем точное совпадение. Далее устанавливаем поворотную плиту на место и проводим регулировку поворота и бокового упора
Несоответствие плоскости центральной поворотной плиты стола плоскости боковым основаниям. Выравнивание плоскостей - очень сложная задача. Она может быть решена с помощью фрезера. Обратите внимание, что если вы переусердствуете и поворотная часть провалится относительно боковых плоскостей, то пила будет испорчена окончательно.
Люфт стола при пропиле. Люфт присутствует практически во всех торцовочных пилах дешевого сегмента. Причина люфта в том, что шток, который служит для фиксации угла пропила, имеет конусную заточку и не плотно садится в прорези основания рабочего стола. Решается этот вопрос в районе клавиши расфиксации. Когда мы ее нажимаем – шток отодвигается через поперечный стержень. В крайнем верхнем положении шток освобождается и должен конусом плотно войти в прорезь. Но этого не происходит по той причине, что он упирается в переднюю стенку клавиши. Для того, чтобы обеспечить более плотную посадку, необходимо подрезать переднюю стенку рычага. Берем скальпель и аккуратно подрезаем стенку с учетом угла скольжения штока. За счет срезания полки мы практически исключили люфт. Но и в этом случае может оставаться небольшое, еле заметное колебание. Оно является результатам свободного хода фиксирующего штока в отверстии опорной детали. Отверстие может быть немного прослабленным. Поэтому берем эту деталь и аккуратно обрабатываем на наковальне молотком. Люфт убирается и шток может ходить даже в натяг.
Надеемся указанные рекомендации помогут вам при работе и наладке торцевых пил.